




-
Giải pháp điều khiển máy sản xuất khẩu trang y tế
- Mã sản phẩm: HD000186
- Giá bán: Liên hệ
-
Nguyên Lý Hoạt Động Của Máy Sản Xuất Khẩu Trang Y Tế
Máy sản xuất khẩu trang ý tế gồm 3 bộ phận chính là: Máy tạo phôi, bàn lật phôi và máy ép quai

1.Máy tạo phôi
Máy tạo phôi có nhiệm vụ tạo phần thân của khẩu trang từ các cuộn vải lọc và cuộn dây nẹp mũi. Phôi phải đảm bảo 4 tiêu chuẩn sau: Số lớp vải lọc trên 1 phôi, chiều dài sợi nen mũi, chiều rộng nếp gấp chính giữa phôi, chiều dài và chiều rộng của phôi
Nguyên lý hoạt động: Cuộn vải lọc và cuộn dây nẹp mũi sẽ được kéo vào máy thông qua trục rulo kéo, vải được đưa qua thanh gấp nếp giúp tạo ra 3 nếp gấp chính giữa phôi giúp tạo độ rộng cho khẩu trang khi đeo. Sau đó thông qua cơ cấu cơ khí, nẹp mũi được xếp nằm ở phần trên của vải lọc và được hàn cố định bằng công nghệ hàn siêu âm. Sau khi quá trình hàn phôi hoàn tất, quá trình cắt phôi được thực hiện thông qua trục rulo cắt, chiều dài phôi được tính dựa theo chu vi của trục rulo cắt.
Năng suất máy đặ gần 300 cái/phút ( tốc độ thực tế tùy thuộc vào hệ thống cơ khí/0. Hiệu suất hoạt động của máy phục thuộc và tốc độ máy và công nghệ hàn siêu âm
2. Bàn lật phôi
Bàn lật phôi có nhiệm vụ lật ngược phôi, đẩy phôi vào băng tải và cấp phôi cho máy ép quai. Nguyên nhân lật ngược phôi do yêu cầu máy ép quai phải hàn 2 quai đeo ở mặt sau của phôi. Hệ thống thường sẽ có 1 hoặc 2 bàn lật phôi phụ thuộc vào số lượng máy ép quai.
Nguyên lý hoạt động:
Phôi đạt tiêu chuẩn sẽ được xoay góc 180 độ, thông qua piston sẽ đẩy phôi vào băng tải và cấp phôi cho máy ép quai
3. Máy ép quai
Máy ép quai có nhiệm vụ ép 2 quai đeo cho phôi, phôi hoàn chỉnh sẽ được đưa về băng tải cuối máy và đóng gói sản phẩm
Nguyên lý hoạt động:
Phôi từ bàn lật phôi sẽ được đưa vào băng tải của máy ép quai. Cấu tạo băng tải của máy ép quai gồm các khay hình chữ nhật được ghép nối tiếp nhau, mỗi khay tương ứng với 1 phôi. Sau đó phôi sẽ được hàn 2 quai đeo tại bàn ép quai.
- Tại bàn ép vải phôi sau khi hàn quai sẽ tiếp tục được hàn 1 lớp vải bọc bên ngoài ở 2 quai đeo giúp tăng độ bền cho quai
- Cuối cùng phôi hoàn chỉnh được đưa về băng tải cuối máy và thực hiện công đoạn đóng gói sản phẩm
Khó Khăn Của Khách Hàng Đang Gặp Phải Đối Với Máy Sản Xuất Khẩu Trang Y Tế
Hiện nay, nhiều khách hàng trong ngành máy khẩu trang y tế đang gặp phải rất nhiều khó khăn
- Tốc độ máy chậm dẫn đến năng suất sản xuất không hiệu quả
- Máy khẩu trang y tế tự động yêu cầu tính đồng bộ cao về tốc độ từ máy tạo phôi đến bàn lật phôi và máy ép quai. Nếu tốc độ máy không đồng bộ sẽ xảy ra các trường hợp sau: Dư thừa và ứ đọng phôi ở máy ép quai khi máy tạo phôi hoạt động tốc độ quá cao hoặc thiếu hụt phôi hoặc dừng máy liên tục ở máy ép quai khi máy tạo phôi hoạt động tốc độ quá thấp.
- Công nghệ hàn siêu âm được áp dụng hiệu quả nhằm đáp ứng các yêu cầu về độ bền và tính thẩm mỹ của sản phẩm. Tuy nhiên sóng cao tần do hàn siêu âm tạo ra là nguyên nhân chính dẫn đến tính trạng nhiễu của hệ thống. Từ đó hệ thống hoạt động không ổn định ảnh hưởng lớn đến năng suất và chất lượng sản phẩm.
Giải Pháp Điều Khiển Máy Làm Khẩu Trang Y Tế
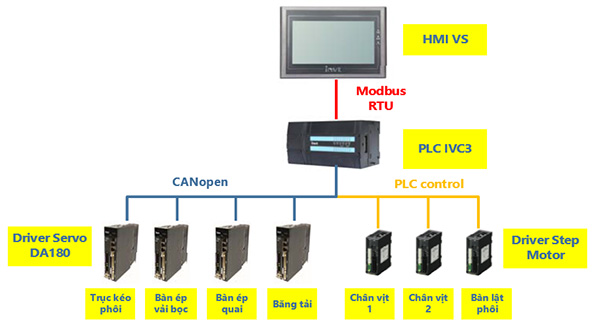
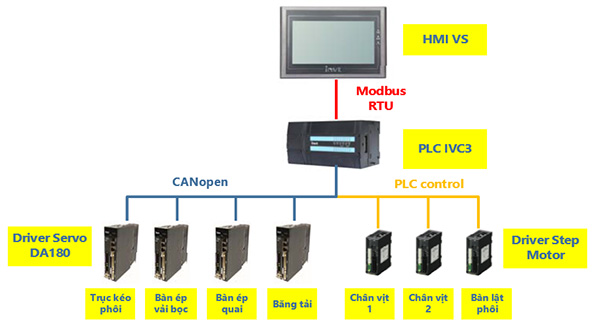
Hiểu rõ các vấn đề khó khăn của khách hàng, HGA đưa ra giải pháp cho máy sản xuất khẩu trang y tế sử dụng bộ điều khiển PLC IVC3, màn hình giám sát HMI VS và bộ Servo DA180
Sơ đồ giải pháp:

Đối với máy ép quai trong hệ thống máy sản xuất khẩu trang y tế. HGA sử dụng 3 bộ AC Servo DA180 lần lượt điều khiển cho cơ cấu băng tải, bàn ép quai và bàn ép vải bọc. Bộ điều khiển cho hệ thống được sử dụng là PLC IVC3 và màn hình giám sát là HMI VS.
Đối với giải thuật thông thường, bộ điều khiển PLC sẽ phát xung tốc độ cao với tần số cài đặt cho 2 Driver AC Servo chạy vị trí. Điều này sẽ gặp khó khăn về độ nhiễu sóng cao tần từ bộ hàn siêu âm tạo ra tư đó quá trình phát xung và nhận xung sẽ không chính xác.
Giải thuật của HGA, bộ lập trình PLC IVC3 thực hiện truyền thông CANopen với 3 bộ Servo DA180. Khi đó vị trí và tốc độ của 3 motor servo sẽ được cấu hình trong vùng nhớ của PLC khác biệt so với phương pháp điều khiển xung thông thường, truyền thông CANopen đáp ứng 2 ưu điểm sau:
- Tốc đọ truyền dữ liệu cao: 1Mbs
- Hạn chế độ nhiễu do sóng cao tần.
Các sản phẩm và thiết bị được sử dụng trong giải pháp:
| Màn hình HMI – VS | Bộ lập trình PLC IVC3 | AC Servo DA180 |

Hãng sản xuất: INVT
Với ưu điểm trên, HMI – VS cho phép người dùng giám sát, điều khiển và cài đặt các thông số máy. | 
Hãng sản xuất: INVT
Bộ lập trình PLC IVC3 đảm bảo tính đồng bộ về tốc độ giữa các cơ cấu trong hệ thống máy sản xuất khẩu trang y tế. | 
Hãng sản xuất: INVT
AC Servo DA180 cho phép truyền thông CANopen với bộ điều khiển PLC IVC3 ở tốc độ cao, nâng cao hiệu suất máy, giảm nhiễu do sóng cao tần. |
Lợi ích của giải pháp
- Tốc độ máy cao.
- Đảm bảo khả năng đồng bộ tốc độ giữa các cơ cấu và các khâu trong sản xuất.
- Dễ dàng điều khiển và vận hành, màn hình hiển thị Tiếng Việt
- Truyền thông CANopen giúp tốc độ truyền dư liệu nhanh, loại bỏ hoàn toàn tình trạng nhiễu hệ thống do sóng cao tần, tăng năng suất và chất lượng sản phẩm.
- Giải pháp trọn bộ, lắp đặt nhanh chóng, dễ dàng.
Hệ thống đại lý biến tần INVT có mặt tại các tỉnh thành phía Bắc như: Hải Phòng, Hải Dương, Quảng Ninh, Thái Bình, Nam Định, Ninh Bình,…














